AGT Robotics BeamMaster
The BeamMaster is an advanced robotic welding system that automates structural steel fabrication with exceptional speed and precision. Simply send a pre-fit beam, and it completes welds far faster than manual methods. With optional beam rotators and award-winning CORTEX software, it delivers fully autonomous, cost-effective welding—even for single parts—redefining productivity and efficiency in structural steel fabrication.
- SKUFAB_AGTBEAMMASTER
- Robotic Welding
- Metal Fabrication

Configurations to Suit Your Shop
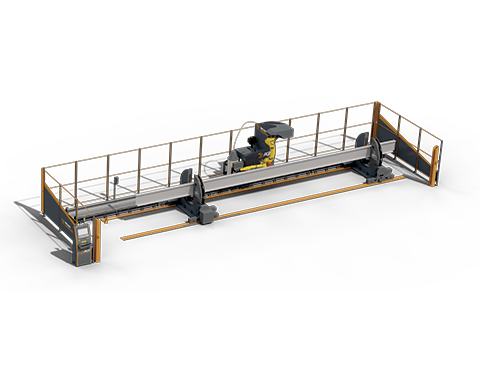
Light: Compact Efficiency
A single-zone robotic welding system with trestles, ideal for smaller shops. Optional rotators available for enhanced versatility.

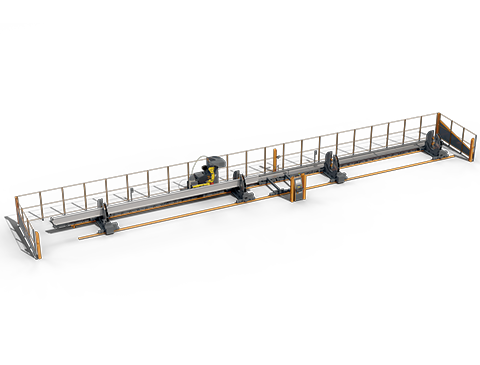
Plus : Dual-Zone Versatility, One Robot
The standard two-zone robotic welding solution with rotators, delivering increased productivity and fully automated workflows.
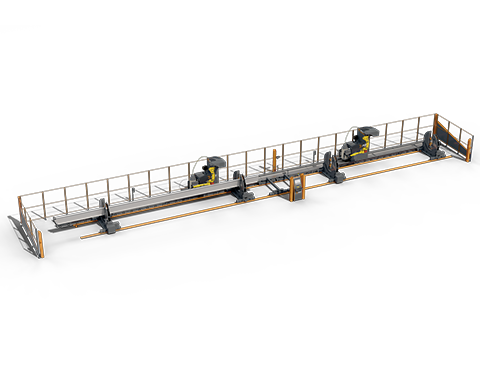
Twin : Maximum Optimization
A dual-robot robotic welding system designed for maximum throughput, handling large-scale production with ease.
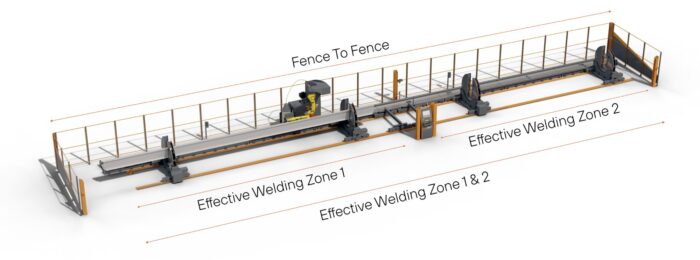
Dimensions
 | ||
| Imperial | Metric | |
|---|---|---|
| Fence To Fence | 112’ | 34.1 m |
| Effective Welding Zone 1 | 40’ | 12 m |
| Effective Welding Zone 2 | 40’ | 12 m |
| Effective Welding Zone 1 & 2 | 92’ | 29 m |
| Height | 13’ | 3.95 m |
Welding Specifications
| Fillet welds (2f) | 20.0 in/min for 3/16’’ weld 15.0 in/min for 1/4’’ weld 10.0 in/min for 5/16″ weld Speed may be increased if fit-up allows. | (8.4 mm/s for 4.8 mm fillet weld) (6.4 mm/s for 6.4 mm fillet weld) (4.6 mm/s for 8 mm fillet weld) |
| Gap detection | No gap detection | |
| Joint detection | 3D Camera Point Cloud seam finding (SnapCam) | |
| Process and position | MCAW – Spray and pulse transfer modes / BS EN ISO 4063 Process 138 GMAW – Spray and pulse transfer modes / BS EN ISO 4063 Process 135 | |
| Welding wire | CAW: A5. 18, A5. 18M: E70C-6M H4 / CSA W48-06: E491C-6MJ-H4 GMAW: A5. 18, A5. 18M: ER70S-6 / CSA W48-06: B-G 49A 3 C1 S6 | |
| Approved Filler Metals | Preferred: MCAW: Hobart Fabcor Edge 0.045″ diameter (1.2 mm) Alternative: GMAW: Lincoln Electric SuperArc L-59 0.045″ (1.2 mm) | |
| Shielding gas | 85%Ar-15%CO2 mix (M20) 90%Ar-10%CO2 mix (M20) | |
| Surface finish | All parts and beam must be clean with no excessive rust or mill scale. Database includes procedures for both Sandblasted surfaces and mill scale. Highest quality is obtained on Sandblasted surfaces. Slower welding speed are used for Mill scale surfaces. | |
Parts Specifications
W Beam
| Imperial | Metric | |||
|---|---|---|---|---|
| Section | Min. | W6 x 14 | W150 x 22 | |
| Max. | W48 | W1220 | ||
| Length | Min. | 12’ | 3.62 m | |
| Max. (2 zones) | 80’ | 24.4 m | ||
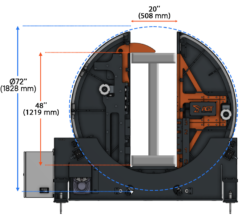
HSS Closed Rectangular Column
| Imperial | Metric | |||
|---|---|---|---|---|
| Section | Min. | 6″ x 6″ x 0.188 | 152 x 152 x 4.8 mm | |
| Max. | 20″ x 20″ | 558 x 558 mm | ||
| Length rotators | Min. | 12’ | 3.62 m | |
| Max. (2 zones) | 80’ | 24.4 m | ||
| Length trestles | Min. | 4’ | 1.21 m | |
| Max. | 50’ | 15.2 m | ||
Also Supports
MILL SHAPES
| |
FABRICATED BEAMS
| |
OTHER ASSEMBLIES
| |
Connectors
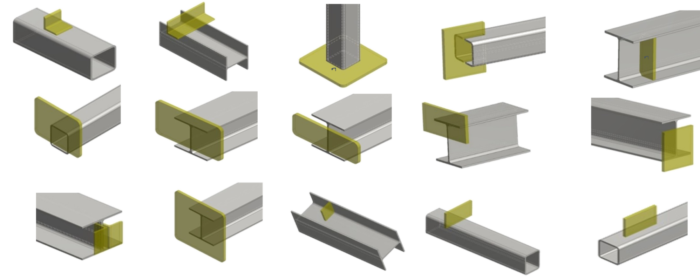
…and more!
Rotators Specifications